Indice
Limare consente di rettificare i pezzi metallici che sono stati segati per spianarli.
Forare risulta spesso necessario, in particolare per assemblare mediante viti: si devono utilizzare delle punte speciali per metalli.
Quando si lavora il metallo, occorre ricorrere di frequente alla lima, che viene utilizzata per spianare i pezzi, oltre che per eseguire piccoli ritocchi una volta terminata l’opera. La lima esercita un’azione simile a quella della sega, poiché le sue asperità consentono di togliere piccole particelle di metallo (limatura). L’utilizzo della lima richiede un po’ di pratica, perché occorre evitare la bombatura (prodotta dall’ondeggiamento dell’utensile) e i dislivelli (superfici non piane). Si possono limare delle superfici convesse o concave come pure delle superfici piane.
La smerigliatura assomiglia alla limatura, perché consiste nel ridurre lo spessore del metallo.
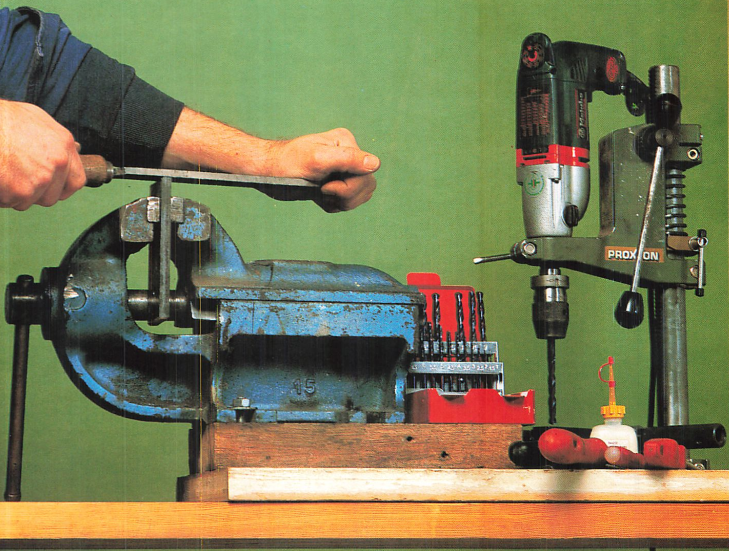
La foratura in laboratorio si esegue mediante il trapano a colonna che è un utensile fisso. L’hobbista si serve soprattutto di trapani portatili, ma per tutti i lavori di precisione è meglio montarli su un supporto fisso per trasformarli in trapani da banco. L’utensile di foratura è la punta elicoidale con due scanalature, che servono per l’evacuazione dei trucioli. Esistono vari tipi di punte per metalli, per cui si deve scegliere quella adatta al lavoro intrapreso (secondo il metallo e il diametro da forare). La filettatura può completare una foratura quando si esegue una filettatura interna (maschiatura) e costituire un lavoro a sé stante nel caso di filettature esterne con una filiera.
Come Limare il Metallo
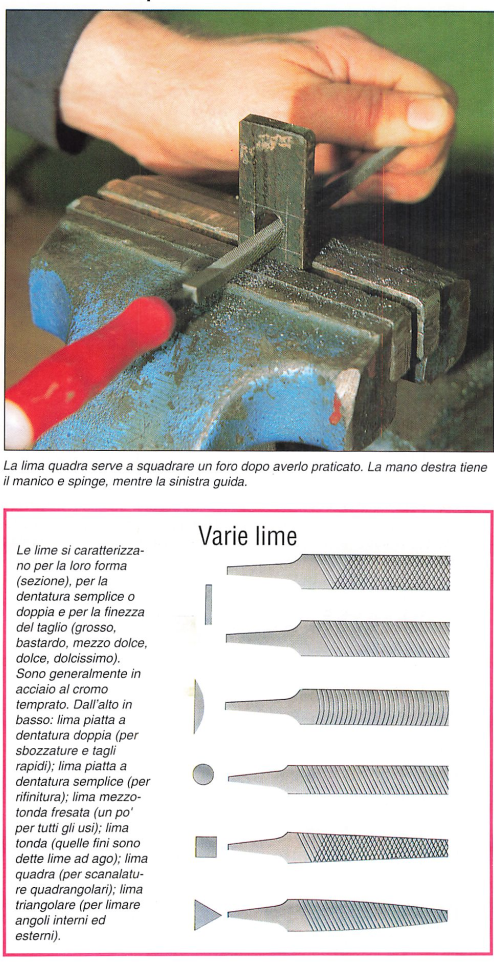
Il pezzo da modificare è posto tra le ganasce della morsa. Per lavorare con la lima, occorre posizionarsi di fronte alla morsa con i piedi leggermente distanziati (piede sinistro in avanti). La mano destra tiene il manico (pollice sopra), mentre l’utensile deve trovarsi nel prolungamento dell’avambraccio. La mano sinistra tiene l’estremità della lima, sia con le dita (piccole lime) che premendo con il palmo. È quindi la mano destra che esercita l’azione spingendo la lima, mentre la sinistra guida. La pressione combinata delle due mani consente di limare correttamente evitando le bombature e i dislivelli. La lima deve essere spostata longitudinalmente sul pezzo, ma anche lateralmente per la larghezza dell’utensile: in tal modo, si evita di scavare nel metallo e di segnare con gli spigoli dell’utensile. Quando la superficie da lavorare è accessibile da tutti i lati, si lima a tratti incrociati (l’utensile è posto a 45 gradi rispetto all’asse del pezzo).
La scelta della lima dipende dalla natura del metallo (lima fine per i metalli duri), dal tipo di lavoro eseguito (più o meno preciso) e dalla forma del pezzo.
Manutenzione
Una lima non si affila: quando è smussata, bisogna buttarla via. Al contrario, quando è semplicemente sporca di limatura. bisogna pulirla con una spazzola metallica (carda). Oggi sul mercato si trovano anche lime elettriche.

Smerigliatura
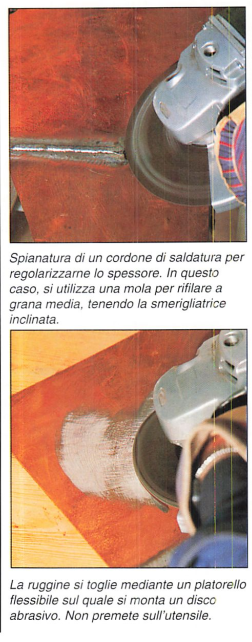
Questa tecnica assomglia alla limatura, perché consiste nell’asportare a freddo delle fini particelle di metallo. In genere si utilizzano delle smerigliatrici angolari o anche diritte. La smerigliatura è adatta per numerosi casi, in particolare per rifilare i pezzi dopo il taglio o per spianare i cordoni di saldatura. In tal caso, si dotano gli utensili di mole per rifilare. Conviene lavorare con prudenza. con il carter di protezione sempre installato, e portare dei guanti e degli occhiali di protezione.
La smerigliatrice può anche essere dotata di un platorello flessibile di leviga-tura con dei dischi abrasivi. Si utilizza per sverniciare e togliere la ruggine o per le piccole rettifiche di quote.
Foratura in postazione fissa
I trapani stazionari, a colonna, sono degli utensili da professionisti piuttosto costosi. L’hobbista in genere utilizza dei trapani portatili montati su supporto, che consentono comunque di realizzare un eccellente lavoro. Per forare, si utilizzano delle punte speciali per il metallo, in acciaio super rapido (HSS) o in acciaio al cromo vanadio. Il codolo cilindrico è del diametro della punta fino a 10 mm; rimane di 10 mm per i diametri superiori. Si deve regolare la velocità del trapano in funzione della durezza del metallo e del diametro della punta; per un metallo duro o per una punta di grande diametro, si adotta una velocità bassa. Fate comunque attenzione che non sia inserito il dispositivo di percussione.
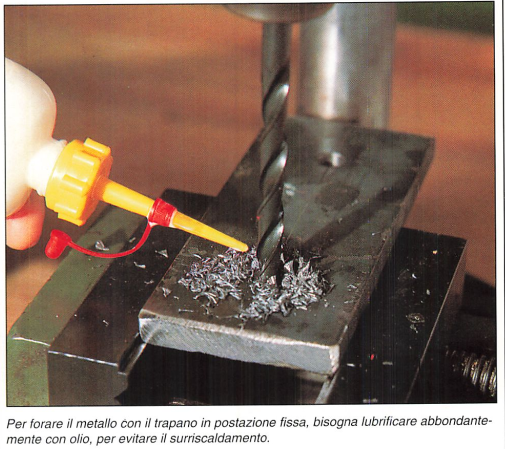
La posizione del foro deve essere determinata dal tracciato eseguito con il punteruolo e il pezzo deve essere ben fissato tra le ganasce della morsa (eventualmente con mordacchie speciali se il metallo è tenero). È meglio dare un colpo di punteruolo nel punto da forare, in modo da guidare l’innesco della punta. Per evitare il riscaldamento del metallo, è meglio lubrificare con olio per macchina (ma la ghisa si fora a secco). Per i fori superiori a 10 mm di diametro, praticate prima un foro guida di 5 mm. Il trapano in postazione fissa consente anche di fresare l’entrata dei fori per alloggiare le teste delle viti. In questo caso, si utilizzano delle apposite frese coniche per metallo.

Filettatura
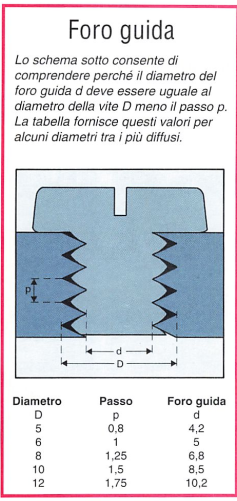
Filettatura interna: questa operazione si esegue mediante i maschi per filettare, cioè degli utensili in acciaio temprato che consentono di lavorare tutti i metalli. Per ogni dimensione di filettatura, occorrono tre maschi: sbozzatore, intermedio e finitore. Dovrete utilizzarli in quest’ordine, perché si completano tra di loro. Un maschio si definisce per il diametro e il passo. Il diametro del foro guida da praticare è uguale al diametro meno il passo. Esistono dei maschi per tutti i diametri normali delle viti (da 3 a 30 mm).
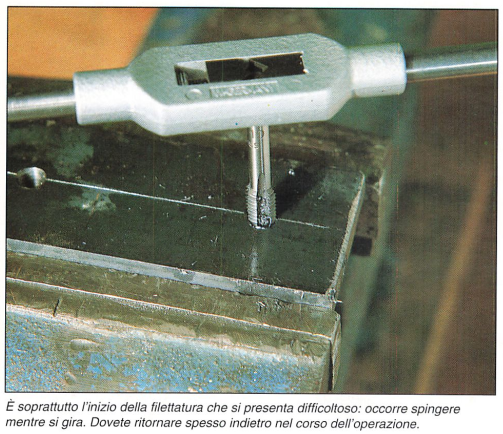
I maschi sono azionati mediante il gira-maschi, nel quale si pone la testa del maschio. Per filettare, inserite il maschio nel foro guida assicurandovi che sia ben perpendicolare alla superficie. Esercitate una pressione sul giramaschi girandolo per filettare i primi filetti. In seguito, il maschio rientra più facilmente perché si appoggia sui primi filetti. Per le filettature esterne si utilizza una filiera tonda che può essere aperta o chiusa. Per inserire più facilmente la filiera, si lima a cono l’estremità dell’asta. Per filettare, bisogna lubrificare abbondantemente.
Per inserire più facilmente la filiera e abbozzare la filettatura, limate a cono l’estremità dell’asta (potete in seguito segare per qualche millimetro).
La filiera rotonda è tenuta con due mani. Occorre premere per sagomare i primi filetti: l’utensile non consente di ritornare indietro.
La filiera deve essere fissata nel girafiliere (che può accogliere filiere di qualsiasi diametro). La filiera aperta può essere leggermente regolata.