Indice
I metalli si assemblano in svariati modi, secondo lo spessore dei pezzi e la necessità o meno di smontarne l’unione.
In questa guida, esaminiamo le principali tecniche di assemblaggio a freddo.
Nella lavorazione dei metallo, si distinguono gli assemblaggi fissi da quelli smontabili. Tra i secondi, si contano l’avvitamento, l’imbullonamento e la spinatura. Per assemblare senza possibilità di smontaggio, si utilizzano i chiodi da ribattere, oltre che la saldatura e la brasatura.
Le viti da ferro sono utilizzate normalmente per l’assemblaggio di pezzi piuttosto spessi, perché occorre filettare un foro nel pezzo stesso. Per alcune lamiere, si utilizzano viti autofilettanti che si inseriscono dopo aver semplicemente praticato un foro guida.
I bulloni e le viti prigioniere (dette comunemente “prigionieri”) sono destinati all’assemblaggio di pezzi di vari spessori; le seconde sono riservate ai casi in cui è impossibile accedere ad una delle facce del pezzo. I ribattini sono dei chiodi molto utilizzati per i pezzi piuttosto sottili, in particolare per le lamiere. Si distinguono in chiodi da ribadire e rivetti ciechi o “pop”.
Bulloni e viti
Nel linguaggio comune, si usa la denominazione di “bullone” per le grosse viti da ferro, mentre questo termine comprende sia la vite (a testa generalmente esagonale) che il dado (anch’esso esagonale), che fa parte di questo organo di collegamento, utilizzato per fori passanti.










Ultimo aggiornamento 2026-02-20 / Link di affiliazione / Immagini da Amazon Product Advertising API
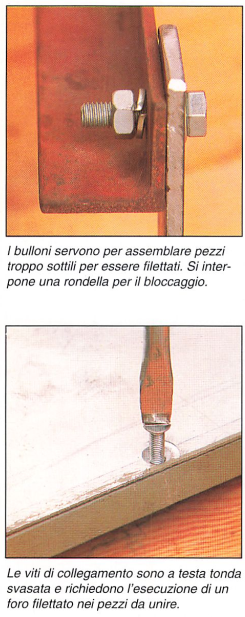
In genere, si interpongono una o più rondelle, piatte o dentate, destinate a bloccare il dado. Il foro di passaggio (d’) deve essere leggermente più grande del diametro del bullone (d), per fare in modo che la filettatura non risulti danneggiata: d’ = 1,1 d. Si serra preferibilmente con chiavi fisse.
Le viti di collegamento (a testa svasata) sono da inserire in fori filettati nei pezzi da collegare e quindi non prevedono dadi.
Viti autofilettanti
Le viti autofilettanti si utilizzano solo per l’assemblaggio delle lamiere, per esempio per unire due lamiere ondulate e fissarle su una carpenteria (in legno o metallo). Possono essere smontate senza che la vite si deteriori.










Ultimo aggiornamento 2026-02-10 / Link di affiliazione / Immagini da Amazon Product Advertising API
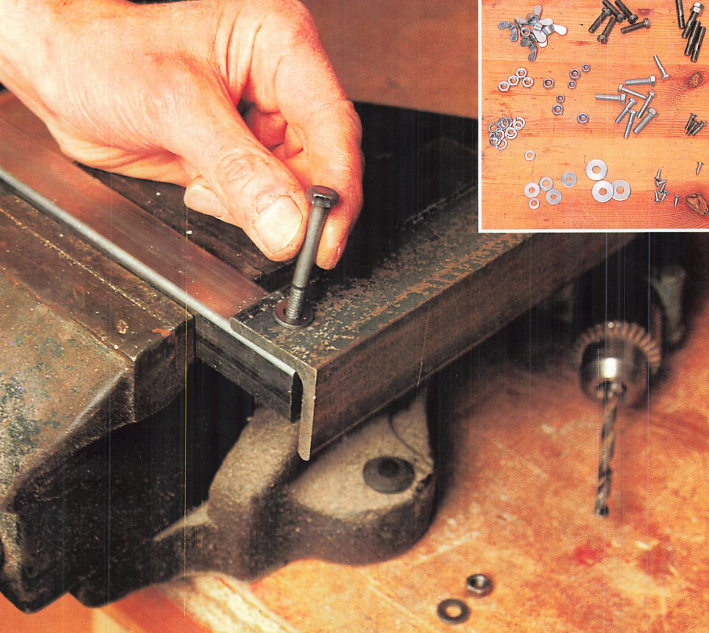
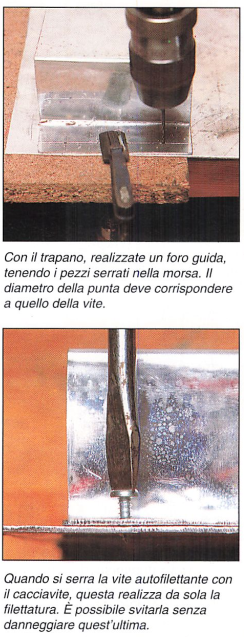
Per la messa in opera, conviene praticare un foro con il trapano. Scegliete una punta avente un diametro corrispondente a quello della vite (che si misura con il calibro a corsoio). La vite è quindi serrata con un cacciavite e mentre ruota sagoma la filettatura. I due pezzi da assemblare devono essere ben serrati tra le ganasce della morsa. Le viti per lamiera possono essere a intaglio o a impronta cruciforme.
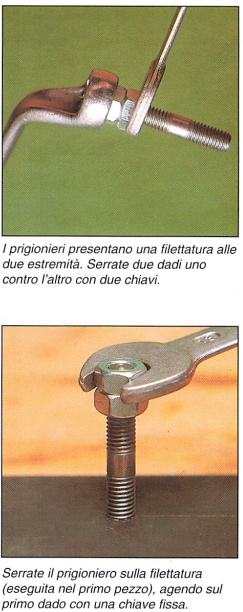
Prigionieri
I prigionieri sono delle viti senza testa filettate alle due estremità. Sono utilizzati soprattutto per unire due elementi che devono avere una posizione relativa ben precisa con un collegamento facilmente rimovibile. Necessitano di una filettatura sul foro praticato, eseguita con il giramaschi. La lunghezza del filetto che penetra nel pezzo deve essere uguale a 1,5 d (d=diametro dello spinotto) per l’acciaio e a 2 d per i metalli teneri. Per serrare il prigioniero, si bloccano due dadi sull’estremità libera del filetto, serrandoli in senso inverso con due chiavi a forchetta (cosi, il dado esterno funge da testa asportabile). Si avvita agendo sul primo dado. Si smontano i due dadi e si serra il secondo pezzo con un dado solo.
Rivetti ciechi o pop
La tecnica della ribaditura riguarda essenzialmente i metalli in lastre, ma anche le barre laminate e i profilati (anche se sono piuttosto spessi). Per applicare i chiodi da ribattere. occorre accedere alle due facce dell’assemblaggio, cosa non sempre possibile, per posizionare lo stampo e il controstampo. La rivettatrice consente invece di posare dei rivetti “pop” intervenendo solo su un lato dell’assemblaggio, in modo semplice e rapido.
Il diametro dei rivetti dipende dallo spessore totale da rivettare. Per quanto riguarda i rivetti più utilizzati, scegliete un diametro di 3 mm (o 3,2 mm) per uno spessore da 0,5 mm a 10 mm o un diametro di 4 o 5 mm per gli spessori da 0,5 mm a 12 mm (il diametro sarà di 5 mm per gli spessori fino a 30 o 35 mm). Occorre ovviamente scegliere dei rivetti di lunghezza adatta allo spessore da rivettare. Si deve prima di tutto praticare un foro attraverso i due pezzi con una punta, rispettando il rapporto seguente: d’ (diametro del foro) = 1,1 d (diametro del rivetto). Infatti, con i rivetti moderni che presentano un notevole potere di svasatura, le imprecisioni di foratura sono compensate fino al mm. Eseguito il foro, inserite l’asta a forma di chiodo nell’imboccatura della pinza e fate penetrare la testa cava del rivetto sino al collare nel fondo praticato Serrate saldamente la pinza: la trazione esercitata dall’anima, svasa la parte terminale bloccando saldamente i due pezzi.


Chiodi da ribattere o ribattini
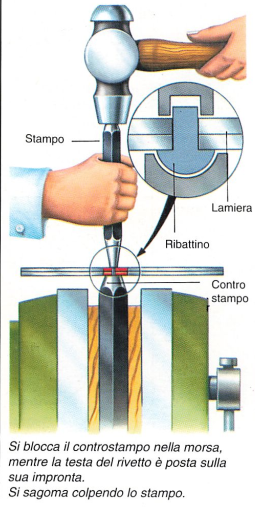
I ribattini (in acciaio dolce, in rame o in alluminio) sono posati a mano, a caldo o a freddo, mediante uno stampo (utensile da colpire) e un controstampo che si applica sull’altro lato del pezzo. Gli hobbisti posano soprattutto rivetti a freddo (fino ad un diametro di 8 mm). Sovente, le lamiere o le barre laminate sono sovrapposte, ma a volte si utilizza una striscia coprigiunto. La distanza tra l’asse del ribattino e il bordo della lamiera deve essere compresa tra 1,5 e 2 d (d = diametro del rivetto). Le lamiere sono forate con una punta di diametro uguale a 1,1 d. Si possono fissare provvisoriamente con dei bulloni, per posizionare con precisione il ribattino con la testa nel controstampo. Si posiziona quindi una pressella cava sul gambo e la si percuote per assicurare un buon contatto dei lembi. Si toglie la pressella e si abbozza la seconda testa con un martello. Infine, si esegue la finitura posizionando lo stampo percuotendolo con alcuni colpi ben assestati.
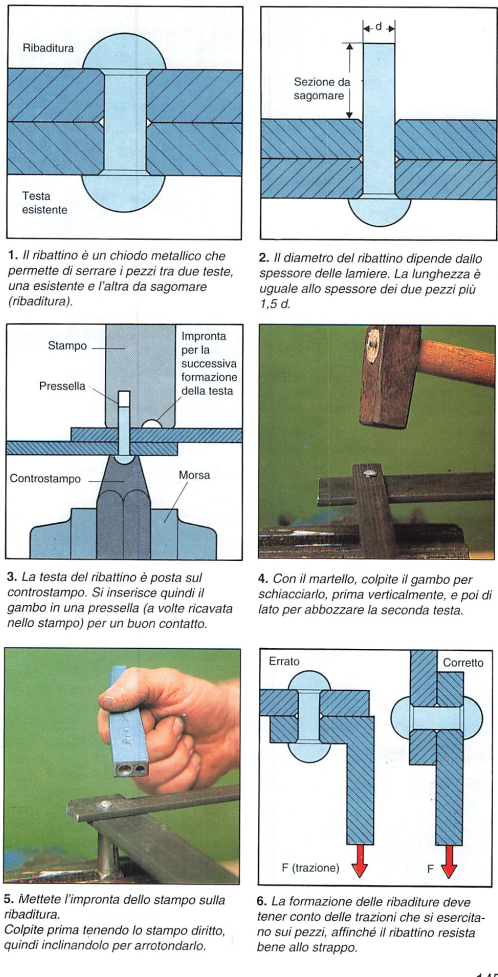
Il ribattino è un chiodo metallico che permette di serrare i pezzi tra due teste, una esistente e l’altra da sagomare (ribaditura).
Il diametro del ribattino dipende dallo spessore delle lamiere. La lunghezza è uguale alto spessore dei due pezzi più 1.5 d.
La testa del ribaltino è posta sul controstampo. Si inserisce quindi il gambo in una pressella (a volte ricavata nello stampo) per un buon contatto.
Con il martello, colpite il gambo per schiacciarlo, prima verticalmente, e poi di lato per abbozzare la seconda testa.
Mettete l’impronta dello stampo sulla ribaditura.
Colpite prima tenendo lo stampo diritto, quindi inclinandolo per arrotondarlo.
La formazione delle ribaditure deve tenere conto delle trazioni che si esercitano sui pezzi, affinché il ribattino resista bene allo strappo.